Công nghệ rèn tự do

Thực chất, đặc điểm và dụng cụ rèn tự do
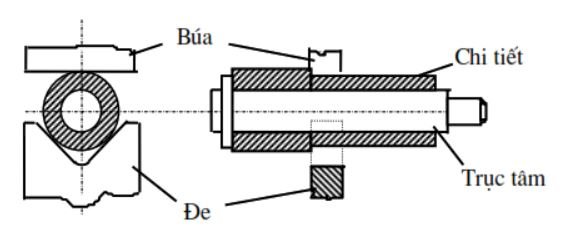
Rèn tự do là một phương pháp gia công áp lực mà kim loại biến dạng không bị khống chế bởi một mặt nào khác ngoài bề mặt tiếp xúc giữa phôi kim loại với dụng cụ gia công (búa và đe). Dưới tác động của lực P do búa (1) gây ra và phản lực N từ đe (3), khối kim loại (2) biến dạng, sự biến dạng chỉ bị khống chế bởi hai mặt trên và dưới, còn
các mặt xung quanh hoàn toàn tự do.
a/ Đặc điểm
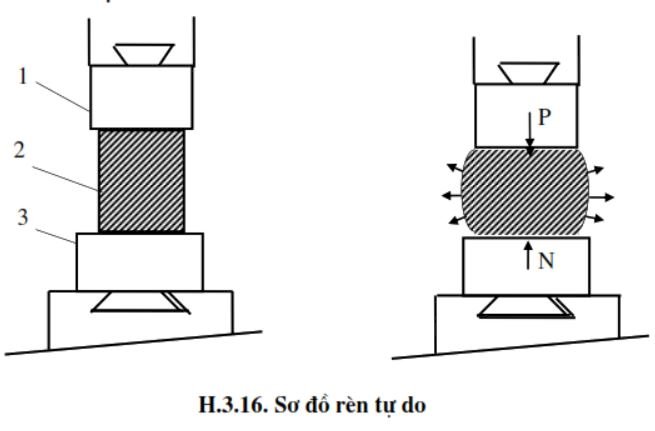
H.3.16. Sơ đồ rèn tự do
- Độ chính xác, độ bóng bề mặt chi tiết không cao. Năng suất thấp
- Chất lượng và tính chất kim loại từng phần của chi tiết khó đảm bảo giống nhau nên chỉ gia công các chi tiết đơn giản hay các bề mặt không định hình.
- Chất lượng sản phẩm phụ thuộc vào tay nghề của công nhân.
- Thiết bị và dụng cụ rèn tự do đơn giản.
- Rèn tự do được dùng rộng rãi trong sản xuất đơn chiếc hay hàng loạt nhỏ. Chủ yếu dùng cho sửa chữa, thay thế.
b/ Dụng cụ
Nhóm 1: Là những dụng cụ công nghệ cơ bản như các loại đe, búa, bàn là, bàn tóp, sấn, chặt, mủi đột.
Nhóm 2: Là những dụng cụ kẹp chặt như các loại kềm, êtô và các cơ cấu kẹp chặt khác.
Nhóm 3: Là những dụng cụ kiểm tra và đo lường: êke, thước cặp (đo trong đo ngoài, đo chiều sâu, các loại compa.
3.4.2. Thiết bị rèn tự do
Thiết bị rèn tự do bao gồm: Thiết bị gây lực, thiết bị nung, máy cắt phôi, máy nắn thẳng, máy vận chuyển.v.v...
Theo đặc tính tác dụng lực, các máy dùng để rèn tự do được chia ra: máy tác dụng lực va đập (máy búa), máy tác dụng lực tĩnh (máy ép). Trong đó, máy búa hơi là thiết bị được sử dụng nhiều nhất.
Hình sau trình bày sơ đồ của một máy búa hơi. Máy búa hơi có hai xi lanh, một xi lanh khí (5) và một xi lanh búa (9). Giữa hai xi lanh có van phân phối khí (7) để điều khiển sự cấp khí nén từ xi lanh nén sang xi lanh đầu búa.
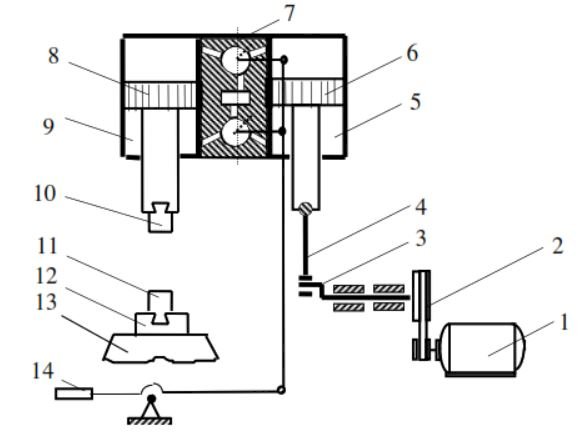
H.3.17. Sơ đồ nguyên lý máy búa hơi
1- Động cơ điện 2- Bộ truyền đai 3- Trục khuỷu 4- Tay biên 5- Xi lanh ép
6-Pistông ép 7- Van phân phối khí 8- Pistông búa 9- Xi lanh búa 10- Đe trên 11- Đe dưới 12- gối đỡ đe 13-Bệ đe 14- bàn đạp điều khiển
Nguyên lý làm việc của máy búa: Động cơ 1 truyền động cho trục khuỷu 3 qua bộ truyền đai 2. Thông qua biên truyền động 4 làm cho pittông ép 6 chuyển động tịnh tiến tạo ra khí ép ở buồng trên hoặc buồng dưới trong xi lanh búa 9. Tuỳ theo vị trí của bàn đạp điều khiển 14 mà hệ thống van phân phối khí 7 sẽ tạo ra những đường dẫn khí khác nhau, làm cho pittông búa 8 có gắn thân pittông búa và đe trên 10 chuyển động hay đứng yên trong xi lanh búa 9. Đe dưới 11 được lắp vào gối đỡ đe 12, chúng được giữ chặt trên bệ đe 13.
Các bộ phận chính của máy búa hơi:
Khối lượng phần rơi: Bao gồm khối lượng của pittông búa, thân pittông búa và đe trên. Nó là phần quan trọng tạo ra năng lượng đập của búa. Thường dựa vào khối lượng phần rơi mà gọi tên kiểu búa ấy. Ví dụ: BH-50, BH-150, 250, 350, 400, 500, 560, 750 và 1000.
Pittông và thân pittông: Được chế tạo bằng thép tốt hay thép đúc. Pittông có nhiều rãnh vuông góc với trục để lắp các secmăng khí và dầu. Thân pittông búa có phay 2 mặt phẳng để chống xoay.
Xilanh búa: Chứa khí áp suất cao: 1,5ữ4 atmôtphe. Theo phương pháp tác dụng của hơi ép máy búa hơi phân ra:
Máy búa tác dụng đơn là loại máy búa mà xi lanh công tác chỉ có một đường dẫn khí áp suất cao vào buồng dưới của xi lanh để nâng đầu búa lên, còn hành trình đi xuống là do sự rơi tự do của khối lượng phần rơi, loại này hiện nay ít sử dụng.
Máy búa tác dụng kép có hành trình đi xuống ngoài trọng lượng của khối lượng phần rơi còn chủ yếu do áp suất khí nén ở buồng trên của xi lanh tác dụng. Loại máy này có tốc độ đập nhanh, năng lượng đập lớn, dể điều chỉnh năng lượng đập. ở buồng trên và buồng dưới của xi lanh búa có những lỗ thông với van phân phối khí và được bố trí cách mặt đáy 1 khoảng để tạo ra một lớp khí đệm không cho mặt pittông đập vào mặt đáy của xi lanh. Cũng vì lớp khí đệm này mà phải đặt những van một chiều ở những đường khí mồi tại các điểm chết của pittông.
Van phân phối khí: Điều khiển các trạng thái làm việc của máy và điều chỉnh năng lượng của búa khi đập:
- Trạng thái chạy không tải.
- Trạng thái búa đập liên tục: Chu kỳ đập của búa: 210-95 lần/phút.
- Trạng thái búa treo.
- Trạng thái búa làm việc từng nhát một.
- Trạng thái búa ép: ngược với trạng thái búa treo.
Xilanh và pittông khí: Cấu tạo giống như xilanh búa song thể tích làm việc lớn hơn. ở tại điểm chết của pittông khí, buồng xilanh thông với khí trời. Thân pittông có lổ
ắc để lắp chốt với biên truyền động.
Hệ thống truyền dẫn: Từ môtơ đến tay biên nếu máy lớn thì qua hộp giảm tốc còn bình thường thì qua bộ truyền đai.
Thân máy: Là bộ phận quyết định độ cứng vững của máy, được chế tạo bằng gang. Máy búa có loại một thân và loại hai thân.
Bệ đe, đe trên, đe dưới: Bệ đe có khối lượng lớn (gấp 8-30 khối lượng phần rơi). Ngoài máy búa hơi trong thực tế còn sử dụng các loại máy sau đây trong rèn tự do:
Những nguyên công cơ bản của rèn tự do
Công nghệ rèn tự do một sản phẩm nào đó thường bao gồm nhiều nguyên công khác nhau. Tuỳ theo yêu cầu về kỹ thuật, hình dáng của chi tiết gia công và dạng phôi ban đầu mà lựa chọn những nguyên công và thứ tự tiến hành khác nhau.
a/ nguyên công Vuốt
Nguyên công làm giảm tiết diện ngang và tăng chiều dài của phôi rèn. Dùng để
rèn các chi tiết dạng trục, ống, dát mỏng hay chuẩn bị cho các nguyên công tiếp theo như
đột lỗ, xoắn, uốn. Thông thường khi vuốt dùng búa phẳng, nhưng khi cần vuốt với năng suất cao hơn thì dùng búa có dạng hình chữ V hoặc cung tròn.
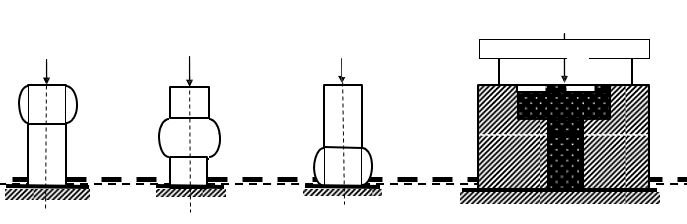
Phương pháp di chuyển phôi:
• Lật phôi qua lại theo một góc 900 hay 1800 đồng thời đẩy phần phôi theo chiều trục sau mỗi nhát đập (a). Cách này thuận tay và năng suất cao. Song kim loại biến dạng không đều, Bề mặt tiếp xúc với đe nguội nhanh.
• Quay phôi một góc 900 hay 600 theo chiều xoắn ốc (b). Cách này không thuận tay, yêu cầu trình độ tay nghề cao, song khắc phục được các khuyết điểm của phương pháp trên.
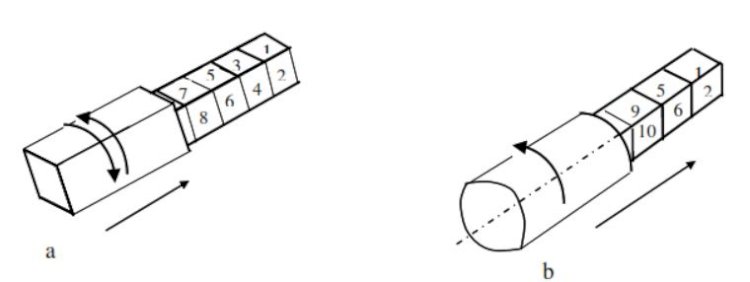
H.3.18. Các phương pháp di chuyển phôi
Cần đảm bảo các thông số kỹ thuật hợp lý:
Kích thước chi tiết ban đầu là b0,h0; kích thước sau khi vuốt là b, h; kích thước đe L, B. s - gọi là bước vuốt.
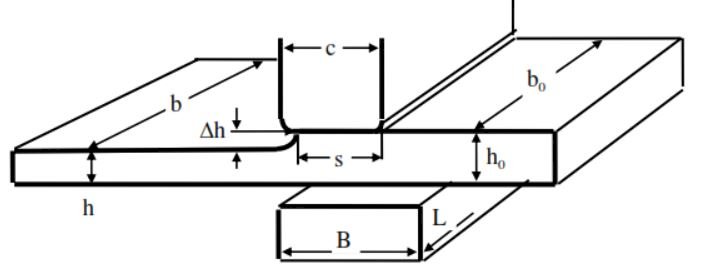
H.3.19. Sơ đồ vuốt
• Để tranh tật gấp nếp cho sản phẩm thì: s > ∆h và cần đảm bảo thế nào để cho
b0 ≤ 2 - 2,5. Để tăng năng suất vuốt thì: s << b.
h
• Để cho bề mặt sản phẩm được phẳng thì: s ≈ (0,4-0,8)c
• Khi vuốt phôi là thỏi thép đúc thì tiến hành vuốt từ giữa ra để dồn các khuyết tật ra hai đầu rồi cắt bỏ.
• Đối với thép cán thì vuốt từng đoạn một từ ngoài vào trong, vì hai đầu chóng nguội.
• Khi cần vuốt nhanh đến tiết diện nhỏ yêu cầu, thì trước tiên vuốt thành tiết diện chữ nhật hay vuông cho dễ, lúc gần đạt đến kích thước cần thiết người ta mới tu chỉnh cho đúng theo thành phẩm.
• Khi muốn chuyển đổi phôi có tiết diện vuông thành chi tiết có tiết diện tròn với chiều dài thay đổi không đáng kể thì chọn cạnh của phôi bé hơn đường kính của chi tiết
• Khi phôi có tiết diện hình tròn mà chi tiết có tiết diện hình chữ nhật mà muốn chiều dài không thay đổi đáng kể thì đường kính của phôi D được tính:

a,b - cạnh lớn và cạnh nhỏ của tiết diện chi tiết.
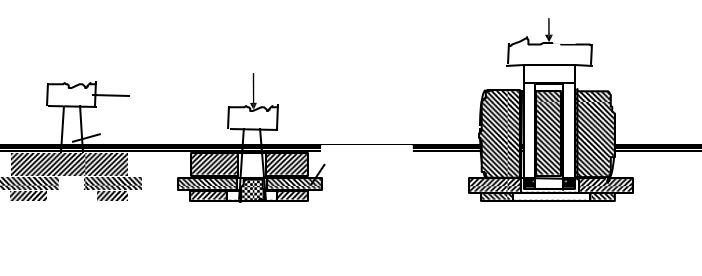
Một số phương pháp vuốt đặc biệt:
Vuốt trên trục tâm: Nhằm giảm chiều dày và tăng chiều dài chi tiết, đường kính trong của phôi hầu như không đổi.
Lồng phôi vào trục tâm (có d = d trong của phôi có độ côn 3-12 mm/m) và tiến hành gia công trên đe dạng chữ V và búa phẳng. Nếu trục tâm lớn thì bên trong có lỗ rỗng dẫn nước làm nguội nếu là lần vuốt đầu thì trục tâm phải nung trước khoảng 150ữ2000C. Khi vuốt thì vuốt dần từng đoạn từ 2 đầu vào giữa để dể lấy chi tiết ra khỏi trục tâm.
Mở rộng đường kính trên trục tâm:
H.3.20. Sơ đồ vuốt trên trục tâm
50-150 mm, chiều dài công tác a lấy lớn hơn chiều dài phôi l khoảng 50-100 mm. Trục tâm càng bé thừ năng suất vuốt càng cao nhưng độ cứng vững kém. Búa gia công có b > l.
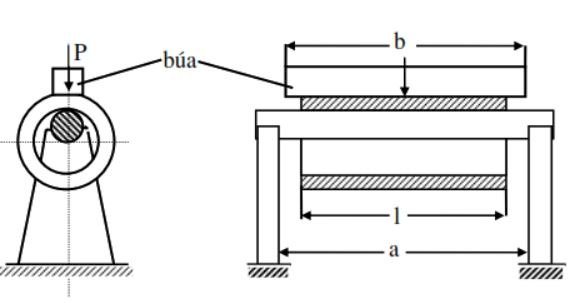
H.3.21. Sơ đồ mở rộng lỗ trên trục tâm
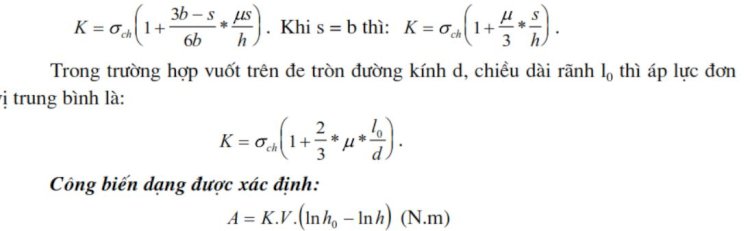
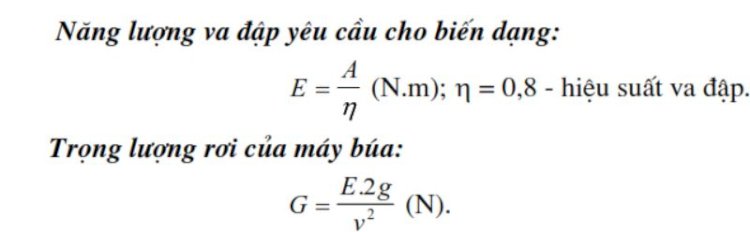
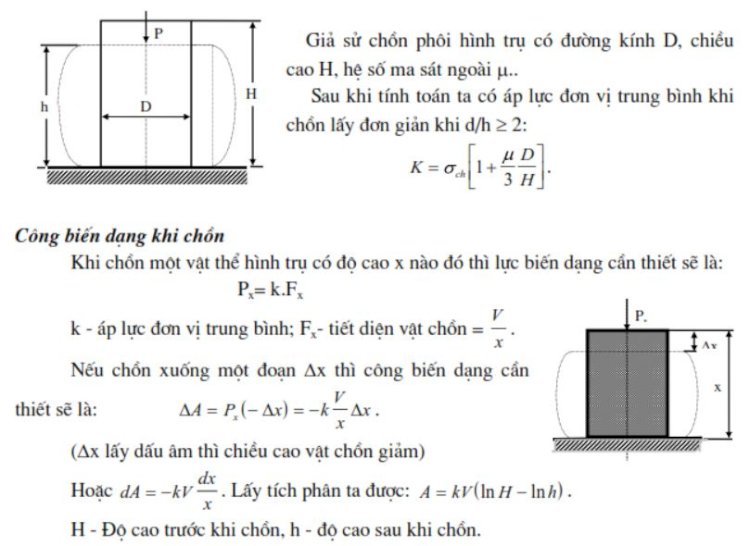
Năng lượng va đập yêu cầu cho biến dạng:
b/ Nguyên công chồn
Là nguyên công nhằm tăng tiết diện ngang và giảm chiều cao phôi. Nó thường là nguyên công chuẩn bị cho các nguyên công tiếp theo như đột lỗ, thay dạng thớ trong tổ chức kim loại, làm bằng đầu, chuyển đổi kích thước phôi.
Chồn toàn bộ: là nung cã chiều dài phôi, khi chồn thường xảy ra các trường hợp sau:
h0
Trường hợp 1: khi h0 /d 〈2 thì vật chồn có dạng hình trống (a).
Trường hợp 2: khi h0 /d0 ≈ 2 - 2,5 có thể xảy ra các hiện tượng sau:
- Lực đập trung bình: 2 hình trống kép không chồng khít lên nhau (c).
- Lực đập nhỏ và nhanh: vật chồn có 2 đầu loe ra (d).
Trường hợp 3: khi h0 /d 〉2,5 vật chồn dể bị cong, cần nắn thẳng rồi chồn tiếp (đ).
Chồn cục bộ
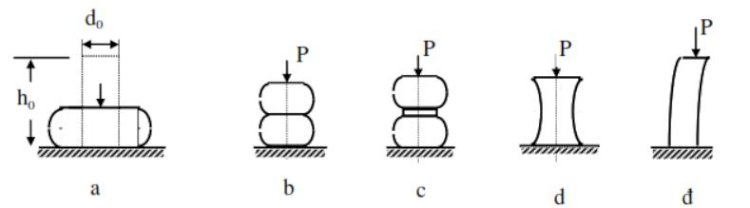
H.3.22. Các trường hợp chồn toàn bộ
Chỉ cần nung nóng vùng cần chồn hay làm nguội trong nước phần không cần chồn rồi mới gia công. Cũng có thể nung nóng toàn bộ rồi gia công trong những khuôn đệm thích hợp.
c/ Nguyên công Đột lỗ
Đột lỗ thông suốt:
- Nếu chi tiết đột mỏng và rộng thì không cần lật phôi trong quá trình đột. Cần phải có vòng đệm để dể thoát phoi. Nếu chiều dày vật đột lớn thì đột đến 70-80% chiều sâu lỗ, lật phôi 1800 để đột phần còn lại.
- Nếu lỗ đột quá sâu ( h/d > 2,5) thì khi hết mũi đột ta dùng các trụ đệm để đột đến chiều sâu yêu cầu.
- Nếu lỗ đột có đường kính quá lớn (D>50-100mm) nên dùng mũi đột rỗng để giảm lực đột
Đột lỗ không thông:
Được coi như là giai đoạn đầu của đột lỗ thông, song để biết được chiều sâu lỗ đã
đột thì trên mũi đột và trụ đệm phải được khắc dấu. không dùng được mủi đột rỗng. Nếu lỗ đột lớn trước hết dùng mũi đột nhỏ để đột, sau đó dùng mũi đột lớn dần cho đến đường kính yêu cầu. Vì rằng sự biến dạng trong khi đột lỗ không thông rất khó khăn.
lưu ý: - Lưỡi cắt của mũi đột phải phẳng, sắc đều, có độ cứng cao và nằm trong mặt phẳng vuông góc với trục tâm của nó.
- Lực đập của búa phải phân bố đều và phải vuông góc với đường tâm trục.
- Khi đột đến 10-30mm thì nhấc mũi đột lên và cho chất chống dính vào (bột than, bột grafit...) rồi mới đột tiếp.
Ngoài ra còn một số nguyên công khác như: Xoắn, Uốn, Hàn rèn, Chặt, Dịch trượt v.v...