Dập thể tích và các loại máy dập thể tích

Khái niệm chung
a/ Định nghĩa và đặc điểm
Dập thể tích là phương pháp gia công áp lực trong đó kim loại biến dạng trong một không gian hạn chế bởi bề mặt lòng khuôn.
Quá trình biến dạng của phôi trong lòng khuôn phân thành 3 giai đoạn: giai đoạn
đầu chiều cao của phôi giảm, kim loại biến dạng và chảy ra xung quanh, theo phương thẳng đứng phôi chịu ứng suất nén, còn phương ngang chịu ứng suất kéo.
Giai đoạn 2: kim loại bắt đầu lèn kín cửa ba-via, kim loại chịu ứng suất nén khối, mặt tiếp giáp giữa nữa khuôn trên và dưới chưa áp sát vào nhau. Giai đoạn cuối: kim loại chịu ứng suất nén khối triệt để, điền đầy những phần sâu và mỏng của lòng khuôn, phần kim loại thừa sẽ tràn qua cửa bavia vào rãnh chứa bavia cho đến lúc 2 bề mặt của khuôn áp sát vào nhau.
Ưu điểm của phương pháp dập thể tích:
• Chế tạo phôi có hình dạng phức tạp hơn rèn tự do.
• Năng suất cao, dễ cơ khí hoá và tự động hóa.
• Độ chính xác và độ bóng bề mặt phôi cao;
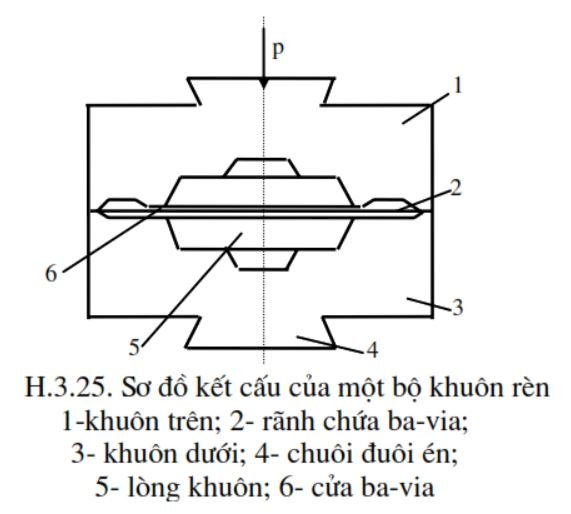
H.3.25. Sơ đồ kết cấu của một bộ khuôn rèn
1-khuôn trên; 2- rãnh chứa ba-via;
3- khuôn dưới; 4- chuôi đuôi én;
5- lòng khuôn; 6- cửa ba-via
• Chất lượng sản phẩm đồng đều và cao, ít phụ thuộc tay nghề công nhân.
Nhược điểm của phương pháp dập thể tích:
• Thiết bị cần có công suất lớn, độ cứng vững và độ chính xác cao.
• Chi phí chế tạo khuôn cao, khuôn làm việc trong điều kiện nhiệt độ và áp lực cao. Bởi vậy dập thể tích chủ yếu dùng trong sản xuất hàng loạt và hàng khối.
b/ Phân loại các phương pháp dập thể tích
Căn cứ theo cách bố trí khuôn trên khối khuôn:
Rèn trong khuôn một lòng khuôn: phôi được rèn sơ bộ trước bằng rèn tự do hay thép định hình. Kết cấu khuôn đơn giản nên được dùng trong sản xuất trung bình.
Rèn trong khối khuôn nhiều lòng khuôn: phôi được đưa vào những lòng khuôn kế tiếp nhau trên cùng một khối khuôn. Phương pháp này chỉ dùng trên các máy có công suất lớn, dạng sản xuất trung bình lớn hay hàng khối.
Căn cứ theo trạng thái nhiệt của phôi:
Rèn khuôn nóng: kim loại dể biến dạng, khả năng điền đầy tốt, không cần thiết bị có công suất cao, khuôn ít mòn v.v... Song chất lượng bề mặt không cao, độ chính xác về kích thước thấp, khuôn phải chịu nhiệt tốt. Vì vậy rèn khuôn nóng dùng khi rèn thô, rèn sơ bộ trước khi rèn tinh.
Rèn khuôn nguội: dùng khi rèn tinh, sửa đúng vào lần cuối cùng trước khi ra thành phẩm.
Căn cứ vào kết cấu của khuôn dập, người ta phân ra 2 loại sau:
Dập thể tích trong khuôn hở: là khuôn có mặt phân khuôn ở gần lòng khuôn vuông góc với phương của lực tác dụng. Dập thể tích trong khuôn hở, do có rãnh ba via, một phần kim loại có biến dạng tự do nên biến dạng kém, mức độ điền đầy khuôn không cao, tốn kim loại do tạo ba via, nhưng có ưu điểm là không cần định lượng kim loại chính xác.
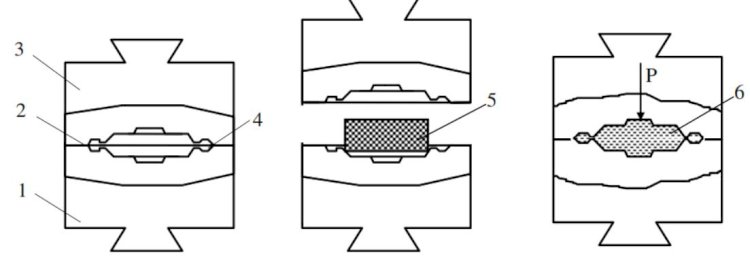
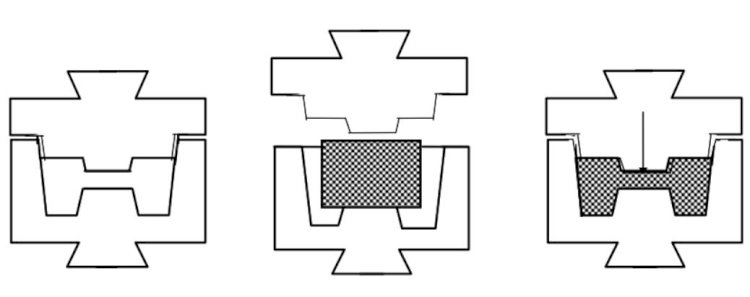
H.3.26. Sơ đồ nguyên lý phương pháp dập trong khuôn hở
1) Nửa khuôn dưới 2) Mặt phân khuôn 3) Nửa khuôn trên 4) Rãnh ba via 5) phôi 6)sản phẩm
Dập thể tích trong khuôn kín: Khuôn có mặt phân khuôn ở gần lòng khuôn song song hoặc gần song song với phương của lực tác dụng.
H.3.27. Sơ đồ nguyên lý phương pháp dập trong khuôn kín
Dập trong khuôn kín có ưu điểm: khả năng điền thấu khuôn tốt, vật rèn không có ba via nên tiết kiệm kim loại, nhưng độ chính xác theo chiều cao thấp, đòi hỏi định lượng kim loại chính xác và chế tạo khuôn phức tạp.
3.5.2. Thiết bị dập thể tích
Thiết bị dùng trong dập thể tích bao gồm nhiều loại khác nhau như thiết bị nung, thiết bị vận chuyển, máy cắt phôi, thiết bị làm nguội, thiết bị kiểm tra v.v...Tuy nhiên ở đay ta chỉ nghiên cứu một số máy gia công chính.
Dập thể tích đòi hỏi phải có lực dập lớn, bởi vậy các máy dập phải có công suất lớn, độ cứng vững của máy cao. Mặt khác, do yêu cầu khi dập khuôn trên và khuôn dưới phải định vị chính xác với nhau, chuyển động của đầu trượt máy dập phải chính xác, ít gây chấn động.
Trong dập thể tích thông dụng nhất là sử dụng các loại máy sau: máy búa hơi nước - không khí nén, máy ép trục khuỷu, máy ép thuỷ lực, máy ép ma sát trục vít.
a/ Máy búa hơi nước - không khí nén
Máy búa hơi nước-không khí nén làm việc với hơi nước áp suất 7 -9 at hoặc không khí nén có áp suất từ 6 - 8 at, trọng lượng phần rơi từ 500 kg đến 43 tấn.
Nguyên lý làm việc của máy như sau: Khi máy chưa làm việc, lò xo (7) thông qua hệ thống đòn bẩy giữ cho van phân
phối (2) ở vị trí trung gian, khi nhấn bàn đạp (8), hệ thống đòn bẩy chung thông qua các đòn bẩy (6 và 4) mở van cấp (3) hơi nước theo đường dẫn trên vào ngăn trên của xi lanh và đẩy pistông búa (10) đi xuống,hơi ở ngăn dưới qua lỗ ở trục van trượt (2) đi ra ống thoát (b). Khi đầu búa đi xuống, thanh tì (5) trượt theo mặt vát đến một mức độ nào đó rãnh khuyết của van trượt sẽ hướng đường khí đưa từ ống (a) vào mặt dưới của pittông (10) đưa đầu búa đi lên.
Đầu búa đi lên đến một hành trình xác định thì mặt vát của nó ép vào thanh tỳ (5) thông qua hệ thống đòn bẩy (1) nâng van trượt (2) lên chuẩn bị cho hành trình đi xuống.
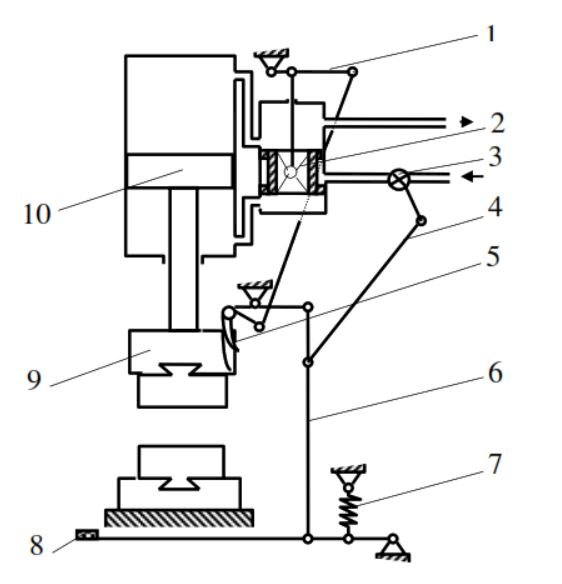
H.3.28. Sơ đồ nguyên lý máy búa hơi nước
1) Đòn bẩy 2) Van phân phối 3) Van cấp
4) Đòn bẩy 5) Thanh tì 6) Đòn bẩy 7) Lò xo
8) Bàn đạp 9) Đầu búa 10) Pistông đầu búa
Máy có tốc độ chuyển động của đầu trượt lớn và không êm, biến dạng của kim loại không triệt để, va đập hai nửa khuôn lớn nên gia công kém chính xác.
b/ Máy ép thủy lực
Các máy ép thuỷ lực là các loại máy rèn truyền dẫn bằng dòng chất lỏng (dầu hoặc nước) có áp suất cao. Máy được chế tạo với lực ép từ 300 - 7.000 tấn. Cấu tạo máy ép thuỷ lực có nhiều kiểu khác nhau.
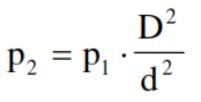
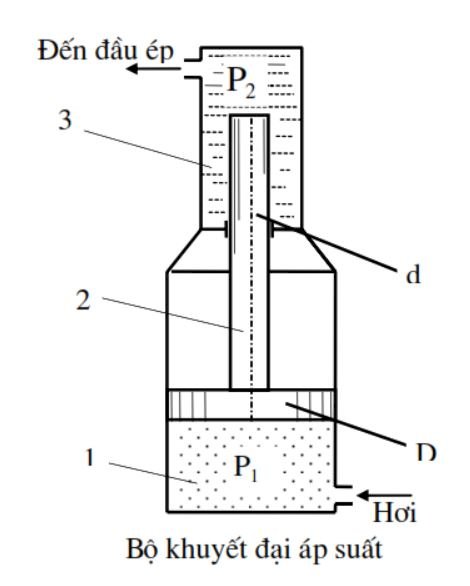
Để tạo áp lực ép lớn, trong các máy ép thủy lực thường dùng bộ khuếch đại áp suất với hai xi lanh: xi lanh hơi (1) và xi lanh dầu (3). Pittông (2) có hai phần đường kính khác nhau, phần nằm trong xi lanh hơi có đường kính lớn (D) và phần nằm trong xi lanh dầu có đường kính bé (d). Với áp suất hơi p1, áp suất dầu (p2) được tính theo công thức sau:
Máy ép thủy lực có ưu điểm: lực ép lớn, chuyển động của đầu ép êm và chính xác, điều khiển hành trình ép và lực ép dễ dàng. Nhược điểm của máy ép thuỷ lực là chế tạo phức tạp, bảo d−ỡng khó khăn.
c/ Máy ép trục khuỷu
Máy ép trục khuỷu có lực ép từ 16ữ10.000 tấn. Máy này có loại hành trình đầu con trượt cố định gọi là máy có hành trình cứng; có loại đầu con trượt có thể điều chỉnh được gọi là hành trình mềm. Nhìn chung các máy lớn đều có hành trình mềm. Trên máy ép cơ khí có thể làm được các công việc khác nhau: rèn trong khuôn hở, ép phôi, đột lỗ, cắt bavia v.v... Sơ đồ nguyên lý được trình bày trên hình sau:
Nguyên lý làm việc của máy như sau:
Khi đóng li hợp (6), trục khuỷu (8) quay, thông qua tay biên (8) làm cho đầu trượt (9) chuyển động tịnh tiến lên xuống, thực hiện chu trình dập. Đe dưới (10) lắp trên bệ nghiêng có thể điều chỉnh được vị trí ăn khớp của khuôn
trên và khuôn dưới.
Đặc điểm của máy ép trục khuỷu:
chuyển động của đầu trượt êm hơn máy búa, năng suất cao, tổn hao năng lượng ít, nhưng có nhược điểm là phạm vi điều chỉnh hành trình bé, đòi hỏi tính toán phôi chính xác và phải làm sạch phôi kỹ trước khi dập.
H.3.29. Sơ đồ nguyên lý máy ép trục khuỷu
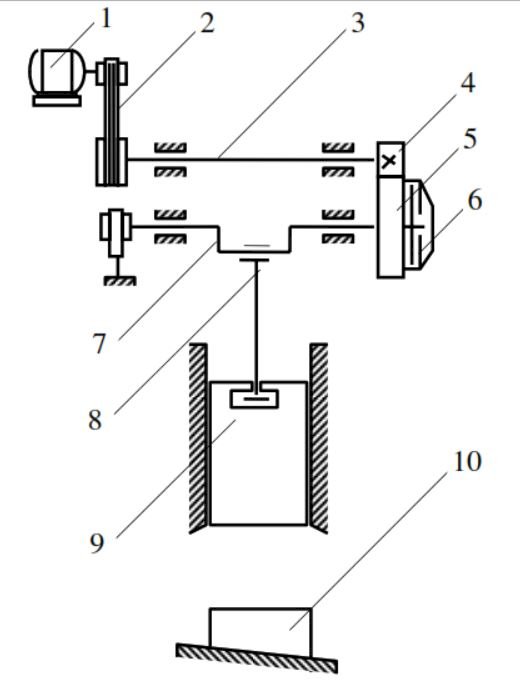
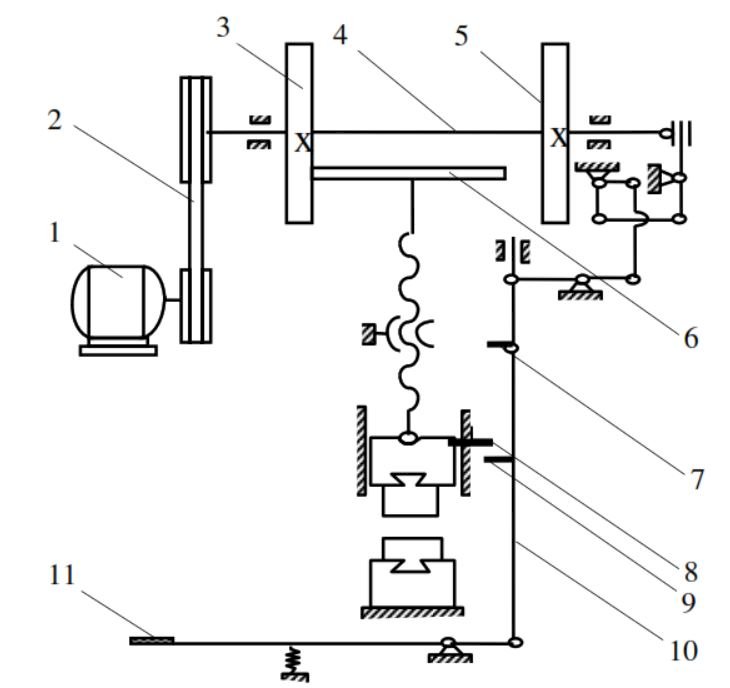
d/ Máy ép ma sát trục vít
Các máy ép ma sát trục vít có lực ép từ 40ữ630 tấn. Nguyên lý làm việc của máy như sau: Động cơ (1) truyền chuyển động qua bộ truyền đai (2) làm quay trục (4) trên đó có lắp các đĩa ma sát (3) và (5). Khi nhấn bàn đạp (11), cần điều khiển (10) đi lên, đẩy trục (4) dịch sang phải và đĩa ma sát (3) tiếp xúc với bánh ma sát (6) làm trục vít quay theo chiều đưa đầu búa đi xuống. Khi đến vị trí cuối của hành trình ép, vấu (8) tì vào cữ (9) làm cho cần điều khiển (10) đi xuống, đẩy trục (4) qua trái và đĩa ma sát (5) tì vào bánh ma sát (6) làm trục vít quay theo chiều ngược lại, đưa đầu trượt đi lên, đến cữ hành trình (7), cần (10) lại được nhấc lên, trục (4) được đẩy sang phải, lặp lại quá trình trên.
Máy ép ma sát có chuyển động đầu trượt êm, tốc độ ép không lớn nên kim loại biến dạng triệt để hơn so với máy búa, hành trình làm việc điều chỉnh trong phạm