Công nghệ cán kim loại

Cán kim loại
3.1.1.Thực chất của quá trình cán
Quá trình cán là cho kim loại biến dạng giữa hai trục cán quay ngược chiều nhau có khe hở nhỏ hơn chiều cao của phôi, kết quả làm cho chiều cao phôi giảm, chiều dài và chiều rộng tăng. Hình dạng của khe hở giữa hai trục cán quyết định hình dáng của sản phẩm. Quá trình phôi chuyển động qua khe hở trục cán là nhờ ma sát giữa hai trục cán với phôi. Cán không những thay đổi hình dáng và kích thước phôi mà còn nâng cao chất lượng sản phẩm.
Máy cán có hai trục cán đặt song song với nhau và quay ngược chiều. Phôi có chiều dày lớn hơn khe hở giữa hai trục cán, dưới tác dụng của lực ma sát, kim loại bị kéo vào giữa hai trục cán, biến dạng tạo ra sản phẩm. Khi cán chiều dày phôi giảm,
chiều dài, chiều rộng tăng.
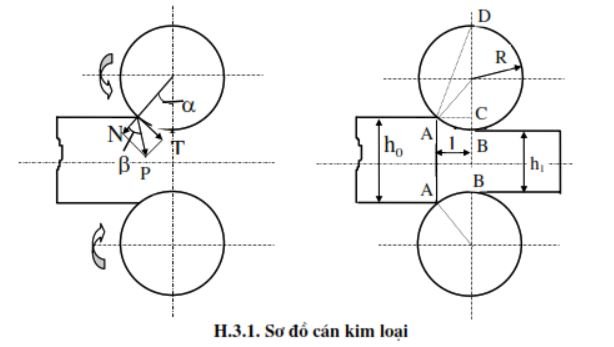
H.3.1. Sơ đồ cán kim loại
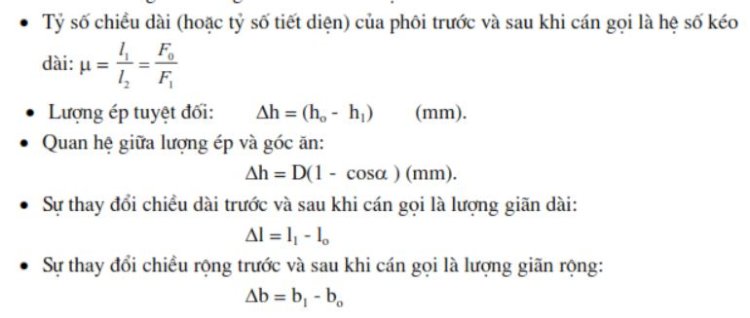
Khi cán dùng các thông số sau để biểu thị:
• Tỷ số chiều dài (hoặc tỷ số tiết diện) của phôi trước và sau khi cán gọi là hệ số kéo
Cán có thể tiến hành ở trạng thái nóng hoặc trạng thái nguội. Cán nóng có ưu điểm: tính dẻo của kim loại cao nên dể biến dạng, năng suất cao, nhưng chất lượng bề mặt kém vì có tồn tại vảy sắt trên mặt phôi khi nung. Vì vậy cán nóng dùng cán phôi, cán thô, cán tấm dày, cán thép hợp kim. Cán nguội thì ngược lại chất lượng bề mặt tốt hơn song khó biến dạng nên chỉ dùng khi cán tinh, cán tấm mỏng, dải hoặc kim loại mềm.
Điều kiện để kim loại có thể cán được gọi là điều kiện cán vào. Khi kim loại tiếp xúc với trục cán thì chúng chịu hai lực: phản lực N và lực ma sát T, nếu hệ số ma sát giữa trục cán và phôi là f thì:
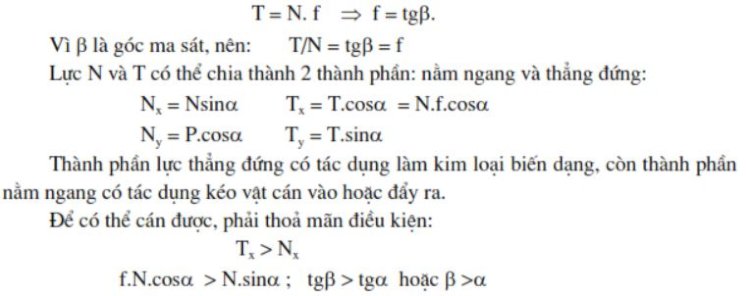
Nghĩa là hệ số ma sát f phải lớn tg của góc ăn ỏ . Hoặc góc ma sát lớn hơn góc ăn. Khi vật cán đã vào giữa trục cán thì góc ăn nhỏ dần đến khi vật cán đã hoàn toàn vào giữa trục cán thì góc ăn chỉ còn bằng 1/2. Hiện tượng này gọi là ma sát thừa. Để đảm bảo điều kiện cán vào cần tăng hệ số ma sát trên bề mặt trục cán.
3.1.2. Sản phẩm cán
Sản phẩm cán được sử dụng rất rộng rãi trong tất cả các ngành kinh tế quốc dân như: ngành chế tạo máy, cầu đường, công nghiệp ôtô, máy điện, xây dựng, quốc phòng... bao gồm kim loại đen và kim loại màu. Sản phẩm cán có thể phân loại theo thành phần hoá học, theo công dụng của sản phẩm, theo vật liệu... Tuy nhiên, chủ yếu người ta phân loại dựa vào hình dáng, tiết diện ngang của sản phẩm và chúng được chia thành 4 loại chính sau:
a. Thép hình
Là loại thép đa hình được sử dụng rất nhiều trong ngành Chế tạo máy, xây dựng, cầu đường... và được phân thành 2 nhóm:

1 Thép tròn có đường kính 8-200mm, thậm chí tới 300mm
2 Thép dây có đường kính = 5 - 9 mm và được gọi là dây thép, sản phẩm được cuộn thành từng cuộn.
3 Thép vuông có cạnh a = 5 - 250 mm.
4 Thép dẹt có cạnh của tiết diện: h x b = (4 - 60) x (12 - 200) mm2.
5 Thép tam giác có 2 loại: cạnh đều và không đều:
- Loại cạnh đều: (20 x20 x 20) - (200 x 200 x 200).
- Loại cạnh không đều: (30 x 20 x 20) x (200 x 150 x 150)
- Thép hình có tiết diện phức tạp: Đó là các loại thép có hình chữ I, U, T, thép đường ray, thép hình đặc biệt.
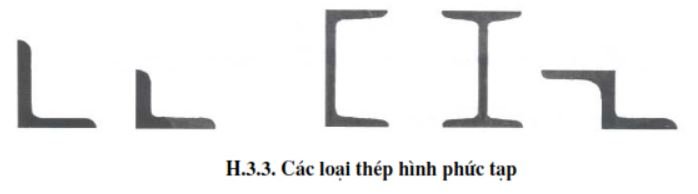
H.3.3. Các loại thép hình phức tạp
b. Thép tấm
Được ứng dụng nhiều trong các ngành chế tạo tàu thuỷ, ô tô, máy kéo, chế tạo máy bay, trong ngày dân dụng. Chúng được chia thành 3 nhóm:
- Thép tấm dày: S = 4 - 60 mm; B = 600 - 5.000 mm; L = 4000 - 12.000 mm
- Thép tấm mỏng: S = 0,2 - 4 mm; B = 600 - 2.200 mm.
- Thép tấm rất mỏng (thép lá cuộn): S = 0,001 - 0,2 mm; B = 200 - 1.500 mm; L = 4000 - 60.000 mm.
c. Thép ống
Được sử dụng nhiều trong các ngàng công nghiệp dầu khí, thuỷ lợi, xây dựng... Chúng được chia thành 2 nhóm:
- ống không hàn: là loại ống được cán ra từ phôi thỏi ban đầu có đường kính
ử = 200 - 350 mm; chiều dài L = 2.000 - 4.000 mm.
- ống cán có hàn: được chế tạo bằng cách cuốn tấm thành ống sau đó cán để
hàn giáp mối với nhau. Loại này đường kính đạt đến 4.000 - 8.000 mm; chiều dày đạt
đến 14 mm.
d. Thép có hình dáng đặc biệt

Thép có hình dáng đặc biệt được cán theo phương pháp đặc biệt: cán bi, cán bánh xe lửa, cán vỏ ô tô và các loại có tiết diện thay đổi theo chu kỳ.
3.1.3. Máy cán
a/ Các bộ phận chính của máy cán

H.3.5. Sơ đồ máy cán
I- nguồin động lực; II- Hệ thống truyền động; III- Giá cán
1: Trục cán; 2: Nền giá cán; 3: Trục truyền; 4: Khớp nối trục truyền;
5: Thân giá cán; 6: Bánh răng chữ V; 7: Khớp nối trục; 8:Giá cán; 9: Hộp phân lực; 10: Hộp giảm tốc; 11: Khớp nối; 12: Động cơ điện
Máy cán gồm 3 bộ phận chính dùng để thực hiện quá trình công nghệ cán.
- Giá cán: là nơi tiến hành quá trình cán bao gồm: các trục cán, gối, ổ đỡ trục cán, hệ thống nâng hạ trục, hệ thống cân bằng trục,thân máy, hệ thống dẫn phôi, cơ cấu lật trở phôi ...
- Hệ thống truyền động: là nơi truyền mômen cho trục cán, bao gồm hộp giảm tốc, khớp nối, trục nối, bánh đà, hộp phân lực.
- Nguồn năng lượng: là nơi cung cấp năng lượng cho máy, thường dùng các loại động cơ điện một chiều và xoay chiều hoặc các máy phát điện.
b/ Phân loại máy cán
- Phân loại theo công dụng:
1 Máy cán phá: dùng để cán phá từ thỏi thép đúc gồm có máy cán phôi thỏi
Blumin và máy cán phôi tấm Slabin.
2 Máy cán phôi: đặt sau máy cán phá và cung cấp phôi cho máy cán hình và
máy cán khác.
3 Máy cán hình cỡ lớn: gồm có máy cán ray-dầm và máy cán hình cỡ lớn.
4 Máy cán hình cỡ trung.
5 Máy cán hình cỡ nhỏ (bao gồm cả máy cán dây thép).
6 Máy cán tấm (cán nóng và cán nguội).
7 Máy cán ống.
8 Máy cán đặc biệt.
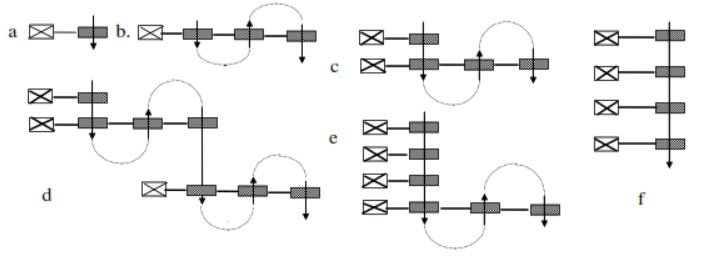
- Phân loại theo cách bố trí giá cán
 f
f
H.3.6- Phân loại máy cán theo cách bố trí giá cán
a-máy cán đơn, b-máy cán một hàng, c-máy cán hai cấp, d-máy cán nhiều cấp, e-máy cán bán liên tục, f-máy cán liên tục.
1 Máy có một giá cán (máy cán đơn a): loại này chủ yếu là máy cán phôi thỏi Blumin hoặc máy cán phôi 2 hoặc 3 trục.
2 Máy cán bố trí một hàng (b) được bố trí nhiều lỗ hình hơn.
3 Máy cán bố trí 2 hay nhiều hàng (c, d) có ưu điểm là có thể tăng dần tốc độ cán ở các giá sau cùng với sự tăng chiều dài của vật cán.
4 Máy cán bán liên tục (e): nhóm giá cán thô được bố trí liên tục, nhóm giá cán tinh được bố trí theo hàng. Loại này thông dụng khi cán thép hình cỡ nhỏ.
5 Máy cán liên tục (f): các giá cán được bố trí liên tục , mỗi giá chỉ thực hiện một lần cán. Đây là loại máy có hiệu suất rất cao và ngày càng được sử dụng rộng rãi. Bộ truyền động của máy có thể tập trung, từng nhóm hay riêng lẻ. Trong máy cán liên tục phải luôn luôn đảm bảo mối quan hệ: F1.v1 = F2.v2 = F3.v3 = F4.v4 .... = Fn.vn; trong
đó F và v là tiết diện của vật cán và vận tốc cán của các giá cán tương ứng.
- Phân loại theo số lượng và sự bố trí trục cán
1 Máy cán 2 trục đảo chiều: sau một lần cán thì chiều quay của trục lại được quay ngược lại. Loại này thường dùng khi cán phá, cán phôi, cán tấm dày.
2 Máy cán 2 trục không đảo chiều: dùng trong cán liên tục, cán tấm mỏng.
3 Máy cán 3 trục: có loại 3 trục cán có đường kính bằng nhau và loại 3 trục thì
2 trục bằng nhau còn trục giữa nhỏ hơn gọi là máy cán Layma.
4 Máy cán 4 trục: gồm 2 trục nhỏ làm việc và 2 trục lớn dẫn động được dùng nhiều khi cán tấm nóng và nguội.
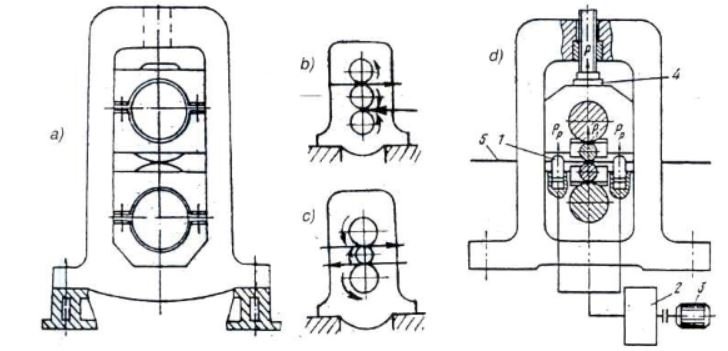
H.3.7. Các loại giá cán
a: Giá cán 2 trục; b: giá cán 3 trục; c: Giá cán 3 trục lauta; d: Giá cán 4 trục
5 Máy cán nhiều trục: Dùng để cán ra các loại thép tấm mỏng và cực mỏng. Máy có 6 trục, 12 trục, 20 trục v.v... có những máy đường kính công tác nhỏ đến 3,5 mm để cán ra thép mỏng đến 0,001 mm.
6 Máy cán hành tinh: Loại này có nhiều trục nhỏ tựa vào 2 trục to để làm biến dạng kim loại. Máy này có công dụng là cán ra thành phẩm có chiều dày rất mỏng từ phôi dày; Mỗi một cặp trục nhỏ sau mỗi lần quay làm chiều dày vật cán mỏng hơn một tý.
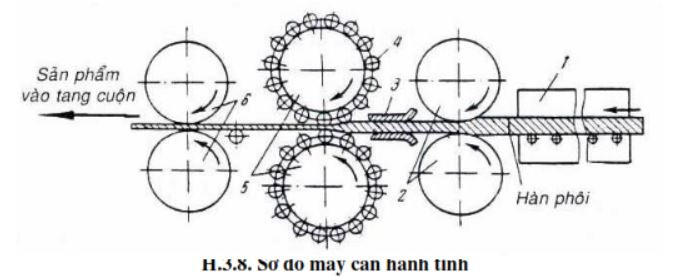
H.3.8. Sơ đồ máy cán hành tinh
1: Lò nung liên tục; 2: Trục cán phá (chủ động); 3: Máy dẫn phôi (dẫn hướng); 4: Trục cán hành tinh; 5: Trục tựa; 6: Trục là sản phẩm.
Vật cán đi qua nhiều cặp trục nhỏ thì chiều dày mỏng đi rất nhiều. Phôi ban đầu có kích thước dày S = 50 - 125 mm, sau khi qua máy cán hành tinh thì chiều dày sản phẩm có thể đạt tới 1 - 2 mm.
7 Máy cán vạn năng: loại này trục cán vừa bố trí thẳng đứng vừa nằm ngang.
Máy dùng khi cán dầm chữ I, máy cán phôi tấm ...
8 Máy cán trục nghiêng: dùng khi cán ống không hàn và máy ép đều ống
3.1.4. Công nghệ cán một số thép thông dụng a/ Cán thép tấm:
Cán thép tấm dày: Khi cán thép tấm dùng trục cán trơn, thường qua hai công
đoạn: đầu tiên là cán rộng (a), tiếp theo là cán dài (b). Khi cán rộng, phôi đưa vào theo góc nghiêng so với đường tâm trục cán, còn khi cán dài phôi được đưa vào thẳng góc. Cán thép tấm dày có thể dùng máy cán hai trục hoặc 3 trục.
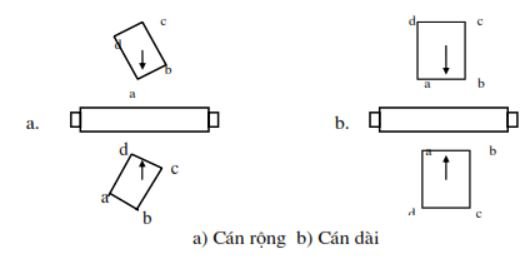
a) Cán rộng b) Cán dài
Cán thép tấm mỏng: Có thể cán ở trạng thái nóng hoặc nguội. Cán nóng thường tiến hành trên máy cán liên tục hay bán liên tục có vận tốc đến 15 m/s. Kim loại sau khi cán nóng tiếp tục cán nguội để được chiều dày nhỏ hơn. Khi cán nguội thường dùng chất bôi trơn và cán trên máy 2, 3, 5 trục v.v... Vì cán nguội tồn tại hiện tượng biến cứng nên phải ủ trung gian giữa các lần cán trong lò có môi trường bảo vệ hoặc lò trung tính.
b/ Cán thép hình
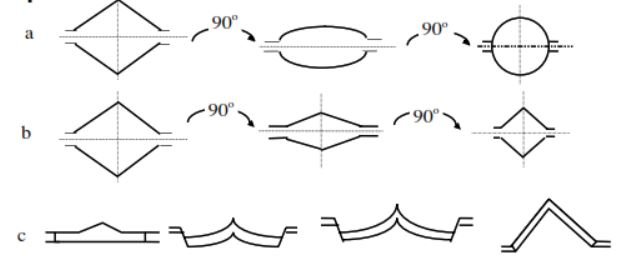
H.3.9. Sơ đồ cán một số thép hình
a) Cán thép tròn b) Cán thép vuông c) Cán thép góc
Cán nhiều lần thường qua hình có biên dạng khác nhau như: lỗ hình vuông, lỗ hình chữ nhật, lỗ hình thoi, lỗ hình ô-van,... còn cán tinh, lỗ hình có biên dạng của sản phẩm. Hình sau trình bày sơ đồ cán một số loại thép hình đơn giản.
c/ Cán ống:
Khi cán ống không có mối hàn (a), phôi ban đầu là thép tròn, máy cán có hai trục cán, mỗi trục có hai phần hình nón cụt ngược nhau, quay cùng chiều và đặt chéo nhau trong không gian một góc ϕ = 4 - 6 độ.
Trong quá trình cán, phôi vừa chuyển động quay, vừa chuyển động tịnh tiến dọc trục của nó. ở vùng biến dạng, tâm của phôi bị biến dạng nhiều và chịu ứng suất kéo nén thay đổi liên tục làm xuất hiện các vết nứt và tạo thành lỗ, sau đó lỗ được mũi xoáy sửa lại biên dạng. Sau khi cán thô, ống được đưa qua nguyên công tu chỉnh để sửa chính xác đường kính trong và ngoài.
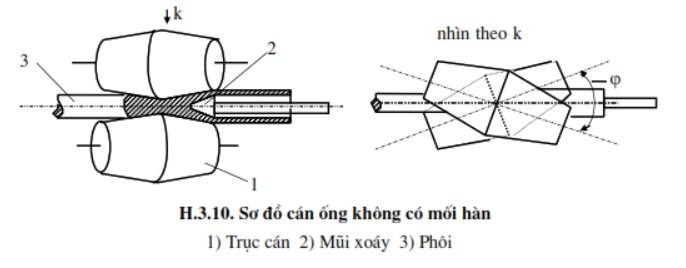
H.3.10. Sơ đồ cán ống không có mối hàn
1) Trục cán 2) Mũi xoáy 3) Phôi
Khi cán ống có mối hàn, dùng thép tấm cắt thành dải sau đó cán để cuộn thành ống và hàn giáp mối cạnh dọc theo chiều trục của ống.