Công nghệ Ép kim loại

3.3.1. Nguyên lý chung
Ep là phương pháp chế tạo các sản phẩm kim loại bằng cách đẩy kim loại chứa trong buồng ép ưkín hình trụ, dưới tác dụng của chày ép kim loại biến dạng qua lỗ khuôn ép có tiết diện giống tiết diện ngang của chi tiết.Trên hình sau trình bày nguyên lý một số phương pháp ép kim loại:
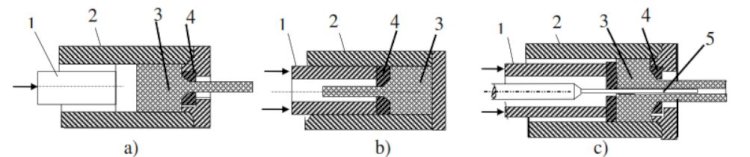
H.3.14. Sơ đồ nguyên lý ép kim loại
a, b) ép sợi, thanh b) ép ống
1) Piston 2) Xi lanh 3) Kim loại 4) Khuôn éo 5) Lõi tạo lỗ
Khi ép thanh, thỏi người ta có thể tiến hành bằng phương pháp ép thuận hoặc ép nghịch. Với ép thuận (a), khi pistông (1) ép, kim loại trong xi lanh (2) bị ép qua lỗ hình của khuôn ép (4) chuyển động ra ngoài cùng chiều chuyển động của pistông ép. Với ép nghịch (b), khi piston (1) ép, kim loại trong xi lanh (2) bị ép qua lỗ hình của khuôn ép (4) chuyển động ra ngoài ngược chiều chuyển động của pistông ép. Với ép thuận kết cấu đơn giản, nhưng lực ép lớn vì ma sát giữa kim loại và thành xi lanh làm tăng lực ép cần thiết, đồng thời phần kim loại trong xi lanh không thể ép hết lớn (10-12%). ép nghịch lực ép thấp hơn, lượng kim loại còn lại trong xi lanh ít hơn (6-8%), nhưng kết cấu ép phức tạp.
Sơ đồ hình (c) trình bày nguyên lý ép ống, ở đây lỗ ống được tạo thành nhờ lõi
(5). Phôi ép có lỗ rỗng để đặt lõi (5), khi pistông (1) ép, kim loại bị đẩy qua khe hở giữa lỗ hình của khuôn (4) và lõi tạo thành ống.
Trong đó S0, S1 là tiết diện phôi trước và sau khi ép, thông thường là = 8-50.
3.3.2. Khuôn ép:
Về kết cấu, khuôn ép có ba dạng: hình côn (a), hình phễu (b) và hình trụ (c).
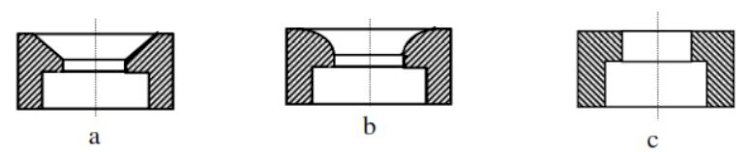
H.3.15. Kết cấu khuôn ép
Khuôn ép dạng hình côn, có góc côn thành bên từ 20ữ30o, chiều dài đoạn hình trụ từ 5ữ8 mm, được sử dụng nhiều vì kết cấu tương đối đơn giản. Kết cấu hình phểu, kim loại biến dạng đều hơn nhưng gia công khó khăn, còn kết cấu hình trụ dễ gia công nhưng kim loại biến dạng qua khuôn khó hơn.
Vật liệu chế tạo khuôn là thép hợp kim chứa W, V, Mo, Cr v.v... hoặc hợp kim cứng.
3.3.3. Đặc điểm và ứng dụng
Ép là phương pháp sản xuất các thanh thỏi có tiết diện định hình có năng suất cao, độ chính xác và độ nhẵn bề mặt cao, trong qua trình ép, kim loại chủ yếu chịu ứng suất nén nên tính dẻo tăng, do đó có thể ép được các sản phẩm có tiết diện ngang phức tạp. Nhược điểm của phương pháp là kết cấu ép phức tạp, khuôn ép yêu cầu chống mòn cao. Phương pháp này được ứng dụng rộng rãi để để chế tạo các thỏi kim loại màu có đường kính từ 5-200 mm, các ống có đường kính ngoài đến 800 mm, chiều dày từ 1,5-8 mm và một số prôfin khác.